


آیا تمیز کردن نازل پرینتر سه بعدی امکان پذیر است؟

وسط یک چاپ طولانی و مهم، ناگهان متوجه میشوید که هیچ فیلامنتی از نازل خارج نمیشود یا لایهها به شدت نازک و گسسته چاپ میشوند. گرفتگی نازل (Clogging) یکی از رایجترین و کلافهکنندهترین مشکلات در پرینترهای سه بعدی است. اما نگران نباشید! در این مقاله از رباتیک صنعت، قصد داریم دلایل این مشکل را عیب یابی کرده و روشهای قدم به قدم رفع آن را مثل یک حرفهای یاد بگیریم.”
از کجا بفهمیم نازل پرینتر سه بعدی گرفته است؟ (علائم گرفتگی)
قبل از دست به کار شدن، باید نشانهها را بشناسید. گرفتگی نازل معمولاً به دو صورت کامل یا جزئی (Partial Clog) رخ میدهد:
صدای تقتق اکسترودر: موتور اکسترودر تلاش میکند فیلامنت را هل دهد، اما چون راه بسته است، چرخدنده روی فیلامنت سر میخورد و صدای تقتق تولید میکند.
عدم خروج فیلامنت (گرفتگی کامل): محورها حرکت میکنند اما هیچ مادهای روی تخت تزریق نمیشود.
کاهش ضخامت و اکستروژن ناقص (Under-Extrusion): فیلامنت خارج میشود اما بسیار نازک، مجعد و تکهتکه است که باعث ایجاد فاصله بین لایهها میشود.
نازک شدن ناگهانی انتهای فیلامنت: وقتی فیلامنت را خارج میکنید، انتهای آن تغییر شکل یافته و متورم یا بیش از حد باریک شده است.
5 دلایل اصلی گرفتگی نازل چیست؟
عیبیابی درست، نصف راه حل است. مهمترین علتهای گرفتگی عبارتند از:
تنظیم نبودن فاصله نازل تا تخت (کالیبراسیون بد): اگر نازل خیلی به تخت چسبیده باشد، فیلامنت فضای کافی برای خروج ندارد، فشار عقب میزند و لوله هوتند مسدود میشود.
دمای نامناسب چاپ: دمای خیلی پایین باعث عدم ذوب کامل فیلامنت میشود و دمای خیلی بالا، متریال را داخل هوتند میسوزاند و ذرات کربنی ایجاد میکند.
کیفیت پایین فیلامنت: فیلامنتهای ارزانقیمت دارای تلورانس قطری ناپایدار یا ناخالصی هستند.
گرد و غبار محیط: نشستن گرد و خاک روی فیلامنت و ورود آن به هوتند، به مرور زمان یک سد سخت پشت نازل ایجاد میکند.
تغییر نوع فیلامنت بدون پاکسازی: مثلاً چاپ با ABS در دمای بالا و سپس استفاده از PLA در دمای پایین بدون تخلیه کامل متریال قبلی.
آموزش گامبهگام روشهای رفع گرفتگی نازل
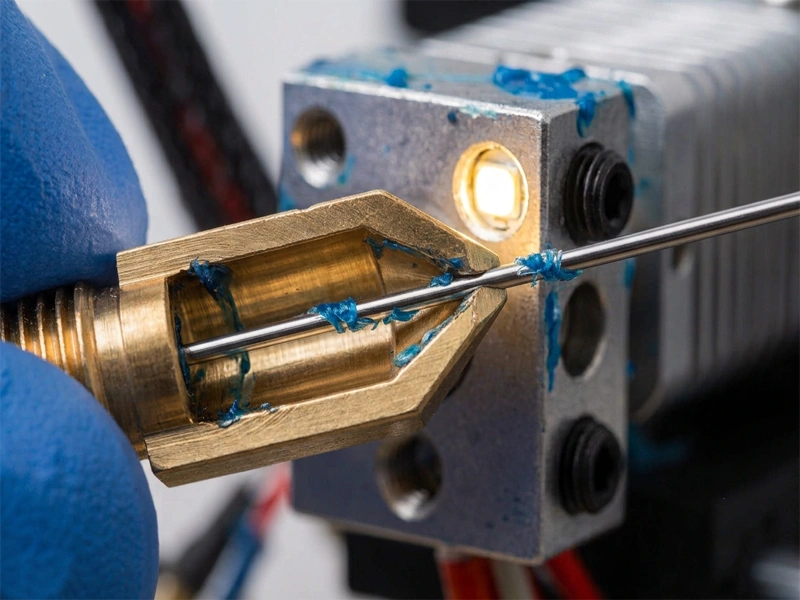
روش اول: استفاده از سوزن تمیزکاری (تخلیه سریع)
این روش برای گرفتگیهای جزئی ناشی از ذرات ریز عالی است.
گام ۱: دمای هات اند را به دمای ذوب فیلامنت فعلی (مثلاً ۲۱۰ درجه برای PLA) برسانید.
گام ۲: کلاچ اکسترودر را فشار دهید و کمی فیلامنت را به عقب بکشید.
گام ۳: یک سوزن مخصوص نازل (معمولاً ۰.۳۵ یا ۰.۴ میلیمتر) را از پایین، وارد سوراخ نازل کنید و آن را چند بار به آرامی بالا و پایین ببرید تا فیلامنت باز شود.
گام ۴: فیلامنت را با دست به جلو فشار دهید تا مطمئن شوید جریان خروجی مستقیم و یکنواخت شده است.
روش دوم: روش کلد پول (Cold Pull / Atomic Pull) – بهترین راهکار
اگر ذرات سوخته یا گرد و غبار داخل نازل گیر کرده باشد، این روش معجزه میکند. برای این کار بهتر است از فیلامنت نایلون یا همان PLA استفاده کنید.
گام ۱: دمای نازل را تا ۲۵۰ درجه سانتیگراد بالا ببرید تا تمام مواد داخل آن ذوب شوند.
گام ۲: کمی فیلامنت را با دست به داخل فشار دهید تا مطمئن شوید فضای خالی پر شده است.
گام ۳: هیتر نازل را خاموش کنید و اجازه دهید دما افت کند و به حدود ۹۰ الی ۱۰۰ درجه سانتیگراد (برای PLA) برسد تا فیلامنت حالت نیمهجامد و لاستیکی پیدا کند.
گام ۴: در این دما، اهرم اکسترودر را بگیرید و با یک حرکت محکم و یکنواخت، فیلامنت را به سمت بالا بکشید.
نتیجه: انتهای فیلامنت خارج شده باید دقیقاً شکل داخلی مخروط نازل را به خود گرفته باشد و تمام کثیفیها و ذرات سوخته به آن چسبیده و خارج شوند.
روش سوم: استفاده از حلالها و باز کردن کامل نازل
در گرفتگیهای شدید، باید نازل را کاملاً باز کنید.
نکته حیاتی: همیشه نازل را در حالت داغ (حدود ۲۲۰ درجه) باز کنید تا رزوه بلوک حرارتی آسیب نبیند.
گام ۱: پس از باز کردن نازل خنک شده، اگر فیلامنت شما PLA یا ABS است، میتوانید آن را به ترتیب در حلالهایی مثل استون (برای ABS) قرار دهید تا متریال داخلی حل شود.
گام ۲: استفاده از تورچ یا شعله مستقیم برای سوزاندن بقایای پلاستیک داخل نازل نیز مرسوم است (مراقب باشید نازلهای برنجی دفرمه نشوند).
چگونه از گرفتگی مجدد نازل جلوگیری کنیم؟
استفاده از فیلتر گرد و غبار فیلامنت: یک تکه ابر کوچک را دور فیلامنت قبل از ورود به اکسترودر قرار دهید تا گرد و خاک را جذب کند.
کالیبراسیون دقیق لایه اول: همیشه فاصله نازل تا تخت را با استفاده از یک فیلر یا کاغذ تست کنید.
استفاده از فیلامنت پاککننده (Cleaning Filament): هنگام تغییر متریال، چند سانتیمتر فیلامنت پاککننده تزریق کنید.
خرید فیلامنت باکیفیت: از متریالهای استاندارد استفاده کنید تا تغییرات قطر ناگهانی قطعه را تجربه نکنید.
نتیجه گیری
گرفتگی نازل پرینتر سه بعدی، برخلاف ظاهر کلافهکنندهاش، یک مشکل کاملاً مکانیکی و قابل پیشبینی است. با درک دلایل اصلی این اتفاق مثل کالیبراسیون نامناسب لایه اول یا استفاده از متریالهای غیراستاندارد، میتوانید تا حد زیادی از بروز آن جلوگیری کنید. یادگیری دو تکنیک طلایی «استفاده از سوزن تمیزکاری» و «متد کلد پول» به شما کمک میکند تا در سریعترین زمان ممکن و بدون نیاز به هزینههای اضافی، دستگاه خود را دوباره به چرخه کار بازگردانید. همواره به یاد داشته باشید که پیشگیری و تمیز نگهداشتن مسیر عبور فیلامنت، کلید اصلی داشتن پرینتهای یکنواخت و باکیفیت است.
برای سوزن تمیز کننده نازل پرینتر سه بعدی، میتوانید در شبکههای اجتماعی ما را دنبال کنید یا از طریق تماس تلفنی با ما در ارتباط باشید. تیم رباتیک صنعت همیشه آماده پاسخگویی به شماست تا ایدههایتان را به واقعیت تبدیل کنید
ترجمه و جمع آوری : واحد خدمات ، تحقیق و توسعه رباتیک صنعت